
Устройство и принцип работы сварочного полуавтомата
Сварочные полуавтоматы превосходят другие аппараты для сварки благодаря своей высокой производительности. В отличие от других устройств полуавтоматы имеют встроенный узел подачи проволоки, которая служит присадочным материалом и одновременно одним из контактов для поджига дуги.
Благодаря этому можно создавать непрерывные швы длиной 2-4 м в различных пространственных положениях. Удобно это и для манипуляций горелкой с целью формирования шва, поскольку здесь нет сгорающего электрода, длину которого постоянно приходится компенсировать приближая его торец к сварочной ванне.
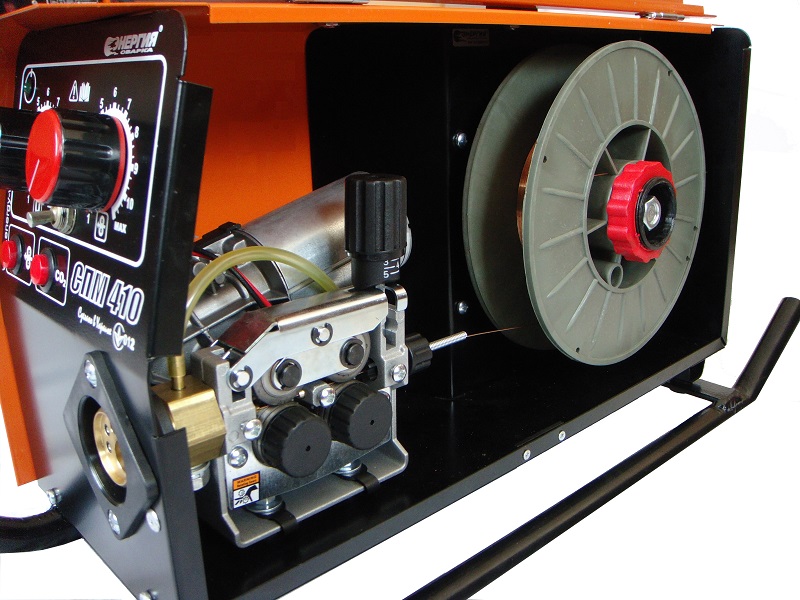
В устройство полуавтомата входят следующие детали и узлы:
1. Редуктор.
2. Баллон с инертным газом.
3. Катушка с присадочной проволокой
4. Подающий механизм.
5. Горелка с контактными элементами и клавишей управления.
6. Приборная панель.
7. Источник питания.
8. Рукав горелки с кабель-каналом, питающими проводами, внутренним газовым шлангом.
9. Кабель массы с зажимом.
Внешний вид и компоновка элементов сварочного полуавтомата отличается в зависимости от класса устройства.
Принцип работы сварочного полуавтомата заключается в получении напряжения 220 или 380 В из сети и понижения вольт до 30-90 В. Одновременно с этим источник тока повышает количество ампер до 120-500 А, что разрешает легко плавить дугой сталь, чугун, алюминий и нержавейку. В отличие от плавящихся электродов у этого метода не остается шлака на поверхности шва. Если соединение выполнено правильно, то не требуется и последующая механическая обработка, изделие разрешается красить после остывания.
Для выполнения этого процесса задействуется электрическая, механическая и газовая части оборудования. У сварщика в руках находится горелка с мундштуком и соплом. В нее механика с электромотором подает сварочную проволоку. Скорость последней настраивается в зависимости от диаметра присадки, силы тока, и необходимой толщины шва. Через провода на мундштук горелки подается напряжение, переходящее на проволоку.
Второй контакт подводится к изделию через кабель массы с зажимом. Когда сварщик нажимает на кнопку горелки, то проволока выдвигается вперед, касается поверхности свариваемой детали и возбуждает электрическую дугу, плавящую саму проволоку и кромки соединения. Для создания шва нужно вести горелку ровно или с колебательными движениями.
Газовая часть обеспечивает защиту расплавленного металла сварочной ванны от взаимодействия с окружающим воздухом. При нажатии кнопки на горелке автоматически открывается газовый клапан, выпускающий инертное вещество. Сопло горелки имеет трубчатую форму, обеспечивающую равномерное укрытие зоны сварки. В противном случае из расплавленного металла вырывался бы углерод и шов получался пористым и негерметичным.
Как определиться с нужным типом сварочного полуавтомата
Решая какой сварочный полуавтомат выбрать для выполнения работ дома или для небольшой мастерской в личном гараже нужно учесть виды оборудования. Оно делится на три группы по назначению, а также может содержать внутри один из нескольких источников тока, что оказывает влияние на простоту обслуживания и удобство эксплуатации.
Бытовые, полупрофессиональные и профессиональные модели
1. Бытовые сварочные полуавтоматы.
Имеют небольшой вес до 10 кг, силу тока 120-160 А, мощность 3-5 кВт. Как правило, это простые аппараты с минимумом настроек, подключаемые к сети 220 В. Ввиду малой силы тока они способны варить не толстый металл с сечением до 3-5 мм. Их продолжительность включения не превышает 30%, что разрешает работать им в течение 3 минут из десяти. Остальное время потребуется для остывания ключевых узлов, иначе это приведет к перегреву. Агрегат выбирают для небольших задач: изготовления калитки, ремонта забора, создания теплицы для личных нужд.
+ Плюсы бытовых полуавтоматов
- доступная цена;
- легко новичку разобраться в функциях (регулировка силы тока и скорости подачи проволоки);
- компактность;
- простой ремонт и недорогие запчасти;
- легкая транспортировка;
- требуют минимального обслуживания.
-Минусы бытовых полуавтоматов
- малую мощность, что ограничивает толщину свариваемых сторон;
- короткий провод и кабеля;
- бедная комплектация;
- возможность варить только тонкой проволокой;
- низкий ПВ 30% (продолжительность включения).
2. Полупрофессиональные сварочные полуавтоматы.
Представляют среднюю категорию сварочного оборудования с силой тока 180-250 А. Их мощность варьирует в пределах 6-8 кВт. ПВ от 35 до 50% разрешает использовать их с небольшими перерывами для изготовления в домашних условиях дверей, емкостей, различных конструкций. Толщина проплавления металла достигает 10 мм. Аппараты могут иметь простой интерфейс или содержать уже расширенные настройки по моделированию сварочного напряжения.
+Плюсы полупрофессиональных полуавтоматов
- возможность работать по 3-5 часов каждый день;
- повышенное качество сборки;
- комплектация кабелями длиной до 3 м;
- улучшенная степень защиты корпуса и приборной панели;
- длительный срок службы;
- более тонкие настройки режимов.
-Минусы полупрофессиональных полуавтоматов
- более высока стоимость;
- масса 10-20 кг, усложняющая транспортировку;
- дорогой ремонт и комплектующие.
3. Профессиональные сварочные полуавтоматы.
Это аппараты в крупном корпусе, которые устанавливаются стационарно или на тележку с роликами. Туда же закрепляется и баллон с газом, что облегчает перевозку. Модели выдают до 300-500 А, что позволяет варить металлы толщиной 20 мм и более, но для этого требуется трехфазный ввод на 380 В. Выбирают их для производства с постоянной занятостью благодаря ПВ от 60%.
+Плюсы профессиональных полуавтоматов
- высокая мощность 11-25 кВт;
- легкий розжиг дуги благодаря холостому ходу 80-90 В;
- можно варить по 7-10 часов каждый день;
- много функций по регулировке сварочного тока для лучшего качества шва;
- универсальны, поскольку разрешают устанавливать проволоку различного диаметра и материала;
- комплектуются длинными кабелями.
-Минусы профессиональных полуавтоматов
- большой вес, влияющий на удобство транспортировки;
- высокая изначальная стоимость и расценки на ремонт;
ограниченная возможность мест подключения (только там, где есть 380 В).
Лучшие производители сварочных полуавтоматов – какую фирму выбрать
Когда срочно требуется приобрести качественный полуавтомат, то обращаются к проверенным производителям:
- Ресанта;
- Fubag;
- Inforce;
- Aurora;
- Patriot.
Но возможности каждого отдельного аппарата настолько отличаются от других, что лучше ознакомиться с конкретными моделями в рейтинге лучших сварочных полуавтоматов. Это поможет сориентироваться в их преимуществах и недостатках, и выбрать более подходящее оборудование.
Для желающих самим разобраться в каждой характеристике и подобрать полуавтомат самостоятельно подготовлен материал ниже.
Напряжение холостого хода и розжиг дуги
Зачем учитывать этот параметр? Представьте себе, что ваш сварочный полуавтомат включен, а дуга не горит. В этот момент он находится в режиме холостого хода, в котором поддерживается определенный уровень напряжения (к примеру, 40-90 В). От того насколько высоко значение напряжения холостого хода напрямую зависит легкость розжига дуги. Здесь также не обойдемся без нескольких примеров:
- Для работы в бытовых условиях вполне достаточно 30-40 В
- При более интенсивных нагрузках в мастерской – 50-70 В
- На производстве используются полуавтоматы с холостым ходом – 80-90 В
Диаметр сварочной проволоки для надежного шва
Если впервые выбираете сварочный аппарат, то вам не помешает определить область использования. Таким образом, вы сможете заранее подобрать основной расходный материал – проволоку и ролики в подающем механизме. В последствие вы сможете заменить их, чтобы расширить сферу возможного применения.
При выборе сварочной проволоки следует учитывать прямую пропорцию – чем толще металл, тем больше диаметр расходного материала. Для удобства ориентируйтесь на таблицу ниже:
| Толщина металла, мм | Диаметр проволоки |
| 1 – 3 | 0,8 |
| 4 – 5 | 1,0 |
| 6 – 8 | 1,2 |
Говоря о сварочной проволоке, нельзя забывать о влиянии механизма подачи на работу полуавтоматом. Для бытового использования вполне подойдет компактный аппарат со встроенным в корпус механизмом (например, FUBAG INMIG 315 T ). Выносная конструкция потребуется для интенсивного использования на производстве. За счет дополнительного оборудования для сварки становиться возможной работа на расстоянии от основного источника тока.
Продолжительность включения полуавтомата (ПВ)
Для тех, кто впервые сталкивается с данной характеристикой, продолжительность включения или ПВ – количество времени работы сварочного аппарата с максимальным сварочным током в течение 10-и минутного цикла при температуре окружающей среды 40 градусов Цельсия. Для удобства время работы указывается в процентах, т.е. ПВ равное 40% означает 4 минуты работы и 6 минут перерыва.
Будьте внимательны к инструкции. Одна цифра может серьезно повлиять на данную характеристику. Так некоторые производители указывают ПВ при температуре 20 градусов. Естественно, что показатель существенно увеличивается, а на деле его может быть даже недостаточно.
Как выбирать сварочный полуавтомат в зависимости от ПВ? Для редкого или периодического использования в гараже, дома или на даче подойдут небольшие значения. Подбирайте в зависимости от интенсивности предполагаемой работы и личного удобства. 3-4 минуты из 10 может вполне хватить для бытовых задач. Профессионалы же стараются сократить время простоя до минимума. Им нужна большая продолжительность включения сварочного аппарата.
Возможность сварки без газа
Некоторые современные полуавтоматы выпускаются с режимом контактной сварки, который позволяет производить работы без подачи газа. Такие модели дополняются специальным клапаном, который препятствует выходу аргона. Оборудование этого типа удобно при проведении работ на высоте, когда возникает потребность в подъеме полуавтомата.
Охлаждение горелки
Сварочное оборудование обычно выпускается с горелкой, охлаждающейся естественным образом. Но в некоторых моделях предусматривается шланг, в котором, помимо проложенного кабеля, имеется циркулирующий этиловый спирт с дисциплинированной водой. Жидкость отводит часть генерируемого тепла.
Модели с таким охлаждением дополняются насосом для подачи воды и работают дольше, чем другие полуавтоматы.
Работа при пониженном входном напряжении
В гаражах нередко в сети происходит резкое падение напряжения. Для таких условий потребуется универсальное сварочное оборудование, которое продолжает работать при снижении этого показателя до 140 Вольт. Подобные модели обеспечивают стабильное горение дуги при падении напряжения, благодаря чему шов в итоге получается качественным.

Параметры выбора
В техническом паспорте указываются основные параметры полуавтоматов. По ним выбирают необходимый аппарат.
Источник питания
Для полуавтоматов используют:
- трансформаторы, устаревший но надежный источник тока, хотя реагирует на изменения напряжения в сети;
- выпрямитель, источник следующего поколения, легче, чем трансформатор, оснащен выходными фильтрами, сглаживающим скачки напряжения;
- инвертор, полупроводниковый выпрямитель нового поколения, легкий, удобный, надежный.
Напряжение сети
Модели полуавтоматов различаются по возможностям подключения. Мощные устройства обычно рассчитаны на трехфазный ток напряжением до 380 В. Для автомастерских, небольших производств лучше приобретать их. Полупрофессиональные универсальные с входом на 380 и 220 В нужны для проведения выездных работ, не всегда бывает возможность подключиться к трехфазному току.
Бытовые сварочные аппараты запитываются от сети 220 В, они переносят скачки напряжения:
- нижний предел 160 В;
- верхний – 280 В.
Без выхода из строя переносят 15% колебания рабочего напряжения. Если в сети часто бывает нестабильное напряжение, выбирают модели, рассчитанные на 140–230 В или 170–230 В. С такими полуавтоматами будет снижен риск непроваров. Когда параметры напряжения ниже требуемых, металл недостаточно горячий, сплав густеет.
Потребляемая мощность
Чем толще присадка, тем больше должен быть показатель мощности. Стандартная электросеть выдержит нагрузку не более 4 кВт, такой сварочный аппарат «осилит» 3 мм профиль. Для мастерских с большим объемом работ с металлом до 4 мм (гаражные ворота, тепличные каркасы), нужно оборудование 5–6 кВт. В условиях производства удобнее использовать сварочный аппарат на 7 кВт. Необходимо предусмотреть хотя бы 20% запас мощности, рабочие параметры ниже паспортных, при нестабильном напряжении в сети важно это учитывать.
Степень защиты
Обозначается буквенными символами IP/Index of Protection: первый указывает на возможность попадания внутрь пыли, грязи, посторонних предметов; второй – защиту корпуса от влажности.
- 21 – боится влажности, устанавливается в помещениях на подставку, строго вертикально. Сверху корпуса допустимо небольшое скопление влаги;
- 22 – работает на подставке, допустим наклон до 15 градусов, разрешена работа под навесом, закрывающим от осадков;
- 23 – хорошая влагозащита, максимальный угол наклона 60 градусов, допустима работа на открытом воздухе.
Механизм подачи проволоки
Принцип подачи жесткой присадочной проволоки бывает:
- толкающим, ролики продвигают проволоку к входу направляющего канала, длина рукава ограничена до 5 метров;
- тянущим, направляющие пары ролики установлены в горелке, они стабильно подают припой в зону сварки при любой длине кабель-канала, но утяжеляют горелку: сложней формировать лицевой шов, выполнять высотные работы;
- комбинированным, толкательное устройство сочетается с тянущим, нужны для кабель-каналов до 10 метров. Для тонкой проволоки используются прижимные ролики, для толстой – толкающие. Оборудование с отдельно расположенным толкателем мобильнее.
Диаметр проволоки и сварочный ток
Соблюдается прямая зависимость между размерами проволоки, толщиной металла, силой тока.
Для кузовного ремонта требуется: проволока 0,6; сила тока от 10 до 30 А. Металл до 2 мм варят при ампераже до 100 А, толщина проволоки – 0,8. На бытовом оборудовании максимальная толщина свариваемого металла 2 мм, применяется проволока – 0,8 мм. На аппаратах до 500 А работают с присадкой до 1,6 мм.
Не на всех сварочных аппаратах меняется катушка, необходимо учитывать параметры проволоки:
- сварка стыков, крепление узлов рамы – присадка толщиной 1 мм;
- монтаж проката с толщиной стенки 5–7 мм – 1,2 мм;
- соединение толстых элементов – 1,6 мм.
Максимальный и минимальный сварочный ток
Ампераж влияет на качество швов: если ток ниже требуемого, припой остается на поверхности из-за низкого сцепления с металлом. Ампераж, указанный в техническом паспорте – максимальный ток, по нему ориентируются, какую толщину металла сможет проварить аппарат. Минимальный нужен для работы с тонким металлом. При выборе полуавтомата сравнивают оба параметра:
- Для кузовного ремонта, работы с тонким металлом 0,8 мм нужны модели на 110 или 120 ампер с возможностью установки низких токов 10, 20 А.
- Если планируется сварка рам, емкостей, других металлоконструкций из проката до 1,5 мм, нужны сварочные полуавтоматы с рабочим током 160, 180 А, с нижней регулировкой не ниже 20 А.
- Сварка металлопроката со стенкой до 4 мм требует параметров 200 А, нижний предел – 30 или 40 А.
- Толстостенный металл способен проварить мощный полуавтомат на 300 или 400 А, нижний предел в этом случае не принципиален.
Промышленное оборудование, подключаемое к трёхфазному току 380 В, генерирует до 500 А. Аппараты, работающие от сети напряжением 220 В – до 250 А. Для дома и дачи достаточно сварочного полуавтомата с максимальным сварочным током 180 А.
Регулировка силы тока
Регулятор силы тока связан с регулировкой скорости подачи проволоки. Оба параметра взаимосвязаны. Шаг регулировки:
- по одному амперу, позволяет точно регулировать параметр, нужен для работы на низких и средних токах;
- по 10 А, используется в мощных аппаратах.
Тип и длина сварочной горелки
Горелки конструктивно различаются:
- формой рукоятки;
- длиной гусака с наконечником/мундштуком из цветного металла;
- расположением кнопки «пуск».
Горелкой с коротким гусаком удобно варить небольшие детали, если нужен размах руки, длинный предпочтительнее. Разновидности:
- Для определенной силы тока, указывается максимальное значение в амперах. Если будет превышение, гусак способен расплавиться. Горелку выбирают под параметры сварочного аппарата.
- С тянущим механизмом, такая нужна для маневренности, но дополнительный блок снижает обзор, увеличивает вес горелки. Для стационарных работ она неудобна.
- С жидкостным охлаждением кабель-канала – раствор спирта прогоняется по мягкой оболочке. Такие горелки удобны при длительной работе на высоких токах.
- С воздушным охлаждением, температура снижается за счет прохождения газа.
Длина горелки – размер рукава с учетом рукоятки и гусака. Распространенный метраж для бытового применения – от 3 до 5 м, минимальная длина – 2 м. Длинные горелки от 7 до 10 метров используются редко.
Холостой ход
Напряжение холостого хода позволяет поддерживать рабочие параметры напряжения. Этот показатель указывается в техническом паспорте. Регламентировано два максимальных показателя:
- 80 В – если ток постоянный;
- 90 В – для переменного тока.
Чем ниже показатель, тем больше КПД оборудования. На какие цифры ориентироваться:
- если работы носят разовый характер, хватит 40 В;
- при средней нагрузке (например, автомастерские), необходимо 50–60 В;
- для производственных целей нужно оборудование с максимальными показателями – 90 В.
Разъем горелки
При повреждениях, в процессе сварки, ручки, гусака, другой части горелки ее меняют на новую. Для этой цели предусмотрен жесткий разъем.
Виды:
- штыревой – одна жесткая часть вставляется в другую;
- раздельный — с индивидуальными гнездами подключения электропитания, подачи газа;
- Евро разъем с резьбовым соединением – самый удобный;
- Евро 19 рin;
- разработанный производителем для данной модели – нельзя заменить родную горелку на аналог другой фирмы.
Горелка рассчитана на длительный срок эксплуатации. Задумываться о выборе разъема следует только при большом объеме работ, постоянной загрузке сварочного аппарата. Для гаража, дома хватит ресурса одной горелки.
Длина кабеля
Стандартная величина на большинстве оборудования 2 – 3 метра. При необходимости подключают силовые удлинители. Для подключения бытового аппарата от сети 220 В используют медный кабель с сечением от 10 мм2. Для мощного оборудования нужен кабель до 25 мм2.
Возможность подключения MMA
Режим электродуговой сварки бывает только у сварочных аппаратов до 300 А. В корпусе встроено отдельное гнездо для подключения держателя. Электрод подключают для резки труднодоступных элементов, когда работу не сделать другими электроинструментами. Длинным электродом удобно варить на большой глубине, куда не достает мундштук горелки. Для дома и гаража такая функция удобна, аппарат становится многофункциональным — три режима в одном: МIG, МАG, ММА.
Регулировка индуктивности
Индуктивность снижает степень разбрызгивания сплава при работе за счет плавного переноса капли расплавленной присадки к металлу – увеличивается временной интервал. Достигается подачей газовой смеси (аргон +углекислота). В результате обеспечивается глубокий провар шва. Эта дополнительная функция необходима, если планируются ответственные работы, требующие красивых швов. Для кузовного ремонта, сборки каркасов она не нужна.
Особенности выбора полуавтомата для бытового использования
Любой инструмент для дома работает от сети со стандартными параметрами тока: напряжение 220 В, частота 50 Герц. Надо разобраться, нужны ли дополнительные режимы, нет смысла платить за лишние функции (минимальный набор: мягкий старт и финиш, двух- и четырехтактный режим);
- выяснить объем баллона, чтобы не возникало трудностей с транспортировкой сварочного оборудования;
- посмотреть параметры потребления, есть модели с небольшой силовой нагрузкой на сеть;
- выяснить способ подачи проволоки (тянущий или тянуще-толкающий), количество направляющих роликов, регуляцию подачи (скачкообразная, плавная), степень автоматизации процесса подачи;
- посмотреть время включения, для бытовых сварочных полуавтоматов показатель 20% вполне приемлем;
- установить диапазон регулировки рабочего тока, хватит ли для провара деталей;
- посмотреть систему подачи присадочного материала: удобнее закрытый тип, реже придется чистить направляющий канал, на проволоку не будут попадать загрязнения;
- выяснить, если ли система защиты от короткого замыкания.
Чтобы выбрать сварочный полуавтомат 220в, определяют, где он будет эксплуатироваться. Для улицы нужен трансформаторный сварочный аппарат, для закрытых помещений выбирают инвертор.
Telwin Bimax 140
Данная модель производится в Италии компанией Telwin и востребована у людей, не признающих технические новшества, а предпочитающих «старый добрый» выпрямитель.
Аппарат может работать в двух режимах, это:
- С использованием проволоки FLUX без газа;
- MIG-MAG сварка с газом, в газовой среде.
В модели установлен мощный вентилятор, а также предусмотрена защита от перегрева и перегрузок, вес составляет 17,3 кг.
9.6 /10рейтинг

Плюсы
- При мощности выпрямителя 3,6 кВт выдает сварочный ток до 120 А
- Надежность и долговечность
Минусы
- При «просадке» напряжения может плеваться
СПЕЦ MAG-135gas/nogas (MIG/MAG)
14 000 руб.
Не плохая модель для любителей повозиться в гараже, особенно если там стоит какая-либо старушка в виде «Жигулей» или другое старенькое авто. В комплект поставки входит сам аппарат, горелка и заземляющий кабель с клеммой.
Вес модели 22,7 кг.
9.5 /10рейтинг

Плюсы
- Качественная сборка
- Не шумный
Минусы
- Короткие провода
СОРОКИН 12.2 – MIG
8 000 руб.
Данный аппарат для начинающих сварщиков, делающих первые шаги в этом деле.
Режим сварки один — порошковой самозащитной сварочной проволокой без газа, что упрощает работу, особенно в тех местах, где трудно приобрести углекислоту или аргон. Электрическая мощность модели всего 2,5 кВт, а вес – 17,0 кг.
9.4 /10рейтинг

Плюсы
- Низкая цена
Минусы
- С толстым металлом не справится
Aurora OVERMAN 180 (MIG/MAG)
Этот полуавтомат с питанием от однофазной сети можно приобрести по доступной цене для сварки стальных и алюминиевых изделий. Надежная техника от Aurora получает положительные оценки рядовых пользователей и опытных профессионалов. Даже при значительном снижении входного напряжения (до 140 V) сила сварочного тока поддерживается на стабильном рабочем уровне. Для создания качественных глубоких швов пригодится регулировка индуктивности. В стандартной комплектации с полуавтоматом идет горелка, газовый шланг с хомутами и другие приспособления для немедленного воспроизведения технологических операций. Проволоку, разумеется, приобретают отдельно с учетом особенностей решаемой задачи. В ассортименте сопутствующей продукции производитель предлагает специальную тележку для обеспечения мобильности комплекта оборудования (аппарат + газовый баллон).
Плюсы:
- шарнирная конструкция рукава;
- металлические ролики механизма подачи;
- идеально подходит как для быта, так и для профессиональной работы;
- безупречное качество сборки;
- удобные зажимы-крокодилы;
- сварочный ток – до 175 А;
- надежность и выносливость в работе;
- регулятор индуктивности.
Минусы:
- солидный вес – 15,5 кг.
РЕСАНТА САИПА-165 (MIG/MAG)
Этот компактный полуавтомат выбирают для кузовных работ, иных операций со сравнительно тонкими заготовками. Легкий вес не вызывает лишних затруднений при перемещении, упрощает выполнение действий в труднодоступных местах. Простое управление можно освоить на интуитивном уровне без тщательного изучения сопроводительной документации. Даже при значительных «просадках» напряжения в сварочном полуавтомате поддерживается стабильная сила тока на выходе. Применение современных транзисторов IGBT обеспечивает ускоренное переключение и хорошие показатели КПД электронной схемы инвертора. Эффективность охлаждения увеличена специальной туннельной конструкцией воздуховода.
Плюсы:
- понятное управление;
- компактные размеры;
- возможность сварки тонких листов при установке малого тока;
- отключение при перегреве;
- современная электронная база;
- стабильная работа на низком напряжении;
- надежный корпус из металла;
- вес – 11.2 кг.
Минусы:
- горелка создана в несъемном исполнении;
- аппарат не предназначен для воспроизведения ручных технологий сварки.
Сварог REAL MIG 160 (N24001N) (MIG/MAG, MMA)
Чтобы уменьшить разбрызгивание металла при сварке, изменяют специальным регулятором индуктивность. Умелое использование этой возможности улучшает проникновение расплава в глубину шва, что улучшает прочность созданного соединения. Для воспроизведения технологии создают нейтральную среду газовой смесью углекислоты и аргона. Хороший полуавтомат Сварог REAL MIG 160 (N24001N) пригоден для работы со стальными и алюминиевыми заготовками. Металлический механизм подачи перемещает проволоку равномерно даже в сильный мороз (до -15°C). При необходимости, пользователь устанавливает другую полярность инвертора. Функция дожигания предотвращает дефекты даже при отсутствии богатого практического опыта.
Плюсы:
- один из лучших сварочных полуавтоматов по надежности;
- стабильная работа в широком диапазоне напряжений сети электропитания;
- регулировка индуктивности;
- интуитивно понятное управление;
- высокое качество шва;
- эффективная система охлаждения;
- достойное качество сборки;
- небольшой вес (12,5 кг);
- увеличенная до 5 лет официальная гарантия.
Минусы:
- дисплей отсутствует;
- максимальный сварочный ток (160 А) подходит для использования электродов не более 3 мм в диаметре.
Wester MIG 140i (MIG/MAG, MMA)
9.2 Рейтинг На основе отзывов покупателей (2019)
Долговечность 9
Качество 9.5
Цена 9.5
Надежность 9
Сварочный полуавтомат инверторного типа для сварки и наплава металла с применением электродной плавящейся проволоки. В качестве рабочей среди применяются защитные газы либо флюсовая проволока. Полуавтомат позволяет осуществлять электродуговую сварку.
Регулировки плавные, настройки гибкие, что делает эксплуатацию прибора максимально комфортной. Это позволит решать задачи любой сложности. Ток при максимальном напряжении достигает 60%, этого достаточно для решения профессиональных задач и спокойной реализации сложных проектов. Размеры компактные, масса небольшая, КПД высокий – за счет применения технологии IGBT инвертор. Встроенная термозащита сохранит работоспособность инвертора на случай превышения предельно допустимых температурных значений. Есть удобные световые индикаторы, для защиты от внешних факторов предусмотрены накладки на корпусе. Транспортировка простая, во многом за счет удобной рукояти.
ПЛЮСЫ:
- оптимальная комплектация;
- надежная защита;
- наличие световых индикаторов;
- ручка для переноски;
- возможность профессионального применения.
МИНУСЫ:
- нет.
ТСС PRO MIG/MMA-200 — высокая скорость работы
Особенностью этой модели является поддержка трех режимов сварки: ручной дуговой, с порошковой проволокой и в среде защитного газа.
Удобный дисплей и регуляторы позволяют быстро переключаться между режимами для достижения высокой производительности работы. Помимо технологии сварки, настройке поддается скорость подачи проволоки и форсирование дуги.
Высокое качество сборки обеспечивается двухэтапным производственным контролем. Сварочный ток прибора изменяется в пределах 20-200 А, мощность достигает 8700 Вт. Продолжительность включения инструмента равна 80% и позволяет осуществлять сварку на протяжении 7-8 часов.
Достоинства:
- три режима сварки;
- гибкость настройки;
- качественная сборка;
- длительная работа.
Недостатки:
- тяжелый.
ТСС PRO MIG/MMA-200 предназначен для интенсивной сварки металлов. При этом приблизительная толщина обрабатываемого материала не должна превышать 2 мм.
Wert MIG 200
Полуавтомат с двумя режимами работы MIG/MMA. Диапазон силы тока 30-200 А. Работает от одной фазы и выдает постоянный сварочный ток. ПВ составляет 60%. Диаметр плавящегося электрода может достигать 5 мм. В настройках есть регулировка силы тока, индуктивности и скорости подачи проволоки.
+Плюсы Wert MIG 200
- Евро разъем для быстрого отсоединения горелки.
- Индикация питания, перегрузок и температуры.
- Вес 10 кг удобен для транспортировки.
- При использовании переноски 10 м с сечением 1.5 мм проводка и розетка не греются.
- В комплекте поставляется проволока 1 кг 0.8 мм, щиток и молоточек, что разрешает сразу приступить к работе.
- Механизм подачи проволоки из металла — прочный и долговечный.
- Варит как штучными электродами, так и проволокой.
- Возможность смены полярности.
- Прочный хорошо подогнанный корпус без щелей и люфта.
-Минусы Wert MIG 200
- На шкале нет цифровых значений, все регулировки «на глаз».
- Боковая панель открывается вверх, а не в сторону, что затрудняет снятие и установку катушки.
- Кабель массы короткий, а зажим хлипкий — можно только проверить исправность аппарата или заварить что-то небольшое (в будущем обязательно заменить на более прочные).
- Маска, молоток-щетка похожи на игрушечные и подойдут только для разового применения.
- Функция регулировки индуктивности не более, чем маркетинговый ход — она есть, но на качество шва не влияет.
- Отсутствует дисплей.
- При ярком свете солнца плохо видно индикацию.
Вывод. Такой компактный инверторный полуавтомат с габаритами корпуса 450х240х360 мм и весом 10 кг удобен для ремонта в полевых условиях. Он легко будет варить сталь толщиной 2-3 мм с порошковой проволокой без баллона. Потребление 4.4 кВт разрешает работу от небольшого генератора. Напряжение на входе достаточно 143-253 В, чтобы аппарат полноценно варил.
Fubag INMIG 200 Plus
38 020
Серия INMIG – это многофункциональные сварочные аппараты для профессионального применения, «двухсотая» модель из них является младшей в серии. Этот аппарат, помимо модного сейчас «синергетического управления», может похвастаться богатым набором режимов работы:
- Полуавтоматический режим MIG/MAG с программно заданными параметрами подачи проволоки и горения дуги – пользователь указывает тип материала и диаметр используемой проволоки. Доступен режим сварки короткими швами SPOT – автоматика независимо от положения клавиши на горелке останавливает подачу проволоки через заданное время. Это удобно при сварке конструкций, не требующих герметичности шва: длинные стыки каркасов, кузовной ремонт и так далее.
- Сварка штучным электродом ММА при токе до 170 ампер, предусмотрено включение режима VRD. Характеристики форсажа дуги имеют плавную настройку.
- Сварка в аргоновой среде TIG может производиться с током до 200 А. Розжиг осуществляется касанием.
Увы, нельзя назвать этот полуавтомат удачным: помимо низкого значения ПВ (длительная непрерывная работа возможна только с проволокой диаметром 0,8 мм или двухмиллиметровыми электродами), многие пользователи отмечали и склонность аппарата к отказам при резких падениях напряжения. Для сварочного аппарата, который позиционируется как профессиональный, подобное неприемлемо – отсюда и сниженный рейтинг.
Основные плюсы:
- Многофункциональность, гибкие настройки.
- Доступная цена.
Минусы:
- Достаточно чувствительная к условиям работы конструкция.
- Малый коэффициент ПВ.

9.4 / 10 Рейтинг
Отзывы: Аппарат достойный, цена при этом доступная. На надежность пока нет поводов жаловаться, хотя на форумах часто пишут о том, что со слабой сетью они ломаются. Тьфу-тьфу, не проверял.
Элитек ИС 220П

Эта модель – лучшая среди недорого сегмента. Важно то, что оборудование выдерживает просадки напряжения. Вдобавок к этому потребляемая мощность относительно невелика. Конструкторы также позаботились о том, чтобы мастеру было удобно управлять этой моделью – регуляторы напряжения и расположены спереди, на панели под наклоном. Именно благодаря этому, применять сварочный полуавтомат удобно как при работе стоя, так и сидя.
Чем отличаются сварочные полуавтоматы от других аппаратов
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных инверторных полуавтоматов. Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ. МИГ – Металл Инертный Газ обозначает использование аргона. Технологией МИГ можно варить цветные металлы, алюминий и нержавеющую сталь – самые капризные виды металлов в сварочном деле.

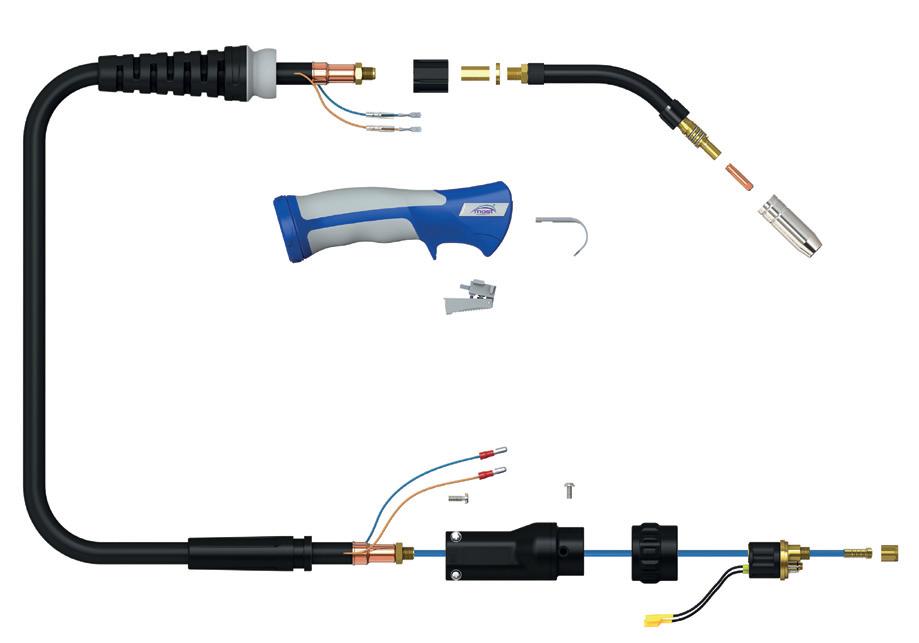
Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
Заключение
Благодаря своей универсальности сварочные полуавтоматические аппараты пользуются повышенным спросом, причем не только у рядовых потребителей, но и у крупных предприятий.
Чтобы правильно сделать выбор подходящей модели достаточно определиться с типом обрабатываемого материала, поскольку от этого зависят необходимые технические характеристики.
Для домашнего использования оптимальным решением станет приобретение бытовой модели – низкая стоимость с наличием достаточного количества функциональных возможностей.
- https://srbu.ru/instrumenty-i-oborudovanie/1581-kakoj-svarochnyj-poluavtomat-vybrat.html
- https://vyboroved.ru/vybor/1399-kak-vybrat-svarochnyj-poluavtomat.html
- https://fubag.ru/tips/kak-vybrat-svarochnyy-poluavtomat-kratko-o-glavnom-video/
- https://garazhyk.ru/obustrojstvo/poluavtomat-dlya-garazha
- https://svarkaprosto.ru/oborudovanie/vybor-svarochnogo-poluavtomata
- https://zuzako.com/reyting-luchshih-svarochnyh-poluavtomatov/
- https://expert-kachestva.ru/luchshie-tovary/tehnika-dlja-remonta/top-rejting-luchshix-svarochnyx-poluavtomatov.html
- https://rating-top10.ru/stroitelstvo-i-remont/luchshie-svarochnye-poluavtomaty
- https://vyboroved.ru/reyting/luchshie-svarochnye-poluavtomaty
- https://srbu.ru/instrumenty-i-oborudovanie/1688-luchshie-svarochnye-poluavtomaty-invertornogo-tipa.html
- https://www.expertcen.ru/article/ratings/luchshie-svarochnie-poluavtomati.html
- https://listtopa.ru/intsrumentyi/10-svarochnykh-poluavtomatov
- https://tutsvarka.ru/oborudovanie/svarochnyj-poluavtomat
- https://vernii-vibor.ru/kak-vybrat-svarochnyj-poluavtomat/
Помогла ли вам статья?






